La soldadura es un proceso delicado en el que la seguridad es uno de los aspectos que nunca debemos pasar por alto. Antes de ponernos a trabajar con herramientas de soldadura, es crucial conocer cómo soldar piezas de aluminio correctamente. Este metal, debido a sus propiedades únicas, requiere de conocimientos y habilidades especiales.
El aluminio, gracias a su baja densidad y buena resistencia, se ha convertido en un material indispensable en la producción moderna, especialmente en estructuras de bicicletas o motocicletas, remolques para camiones, perfiles de vehículos ferroviarios y materiales para viajes espaciales, donde la reducción de peso es fundamental para lograr estabilidad.
Sin embargo, a pesar de sus ventajas, el procesamiento del aluminio presenta desafíos. La soldadura de aluminio es particularmente difícil debido a una de sus propiedades: al exponerse al aire, forma una delgada capa de óxido de aluminio. Esta capa, que le da al metal su característico aspecto gris plateado, también lo protege contra la corrosión del agua, el oxígeno y muchos químicos. Esta protección, en el contexto de la soldadura, debe ser “rota” porque, como una armadura sólida, evita que el arco y el baño de soldadura formen una conexión adecuada.
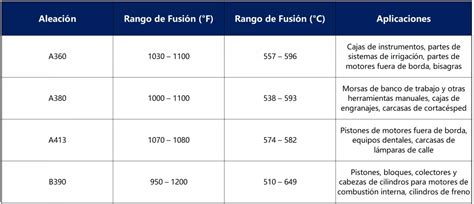
La capa de óxido tiene una temperatura de fusión de 2050 °C, mientras que el aluminio puro se funde a aproximadamente 660 °C. Esto significa que se tendría que aplicar una temperatura tres veces superior a la superficie para romper la capa de óxido solo con la soldadura. Con una entrada de energía tan alta, existe un gran riesgo de que el aluminio se derrita tan pronto como la capa de óxido se rompa.
Preparación del aluminio para soldar
Antes de comenzar a soldar aluminio fundido, es crucial preparar adecuadamente el material. Esto incluye limpiar el área a soldar, eliminar cualquier contaminante de la superficie y precalentar el material si es necesario.
1. Limpieza de la superficie
La limpieza es un requisito básico para un buen resultado de soldadura en aluminio. Asegúrese de que la superficie esté limpia y libre de contaminantes como suciedad, aceite o grasa. Un error común es que los residuos negros de hollín después de soldar el metal indican impurezas del gas, el material base o el alambre de soldadura.
Para limpiar la superficie, siga estos pasos:
- Utilice un paño de microfibra empapado con disolventes como butanol, acetona o diluyente de pintura para eliminar cualquier tipo de suciedad, como grasa o aceite.
- Luego, utilice un cepillo de alambre o papel de lija para eliminar los restos sueltos o la oxidación.
- Para eliminar la capa de óxido de aluminio, puede utilizar un cepillo o un vellón de forma mecánica. Se recomienda usar un vellón sintético que contenga partículas adheridas, con el cual la capa se puede quitar con relativa suavidad sin dejar arañazos indeseados.
Dado que el aluminio se oxida nuevamente después de unos minutos, dependiendo de las condiciones ambientales, es posible que deba realizar todo el procedimiento de preparación varias veces antes de soldar.
2. Precalentamiento del material
El precalentamiento es un paso crítico, especialmente al soldar aluminio fundido o láminas de aluminio más gruesas (más de 10 mm), ya que si no se logra que la pieza esté caliente, la soldadura será muy superficial y débil. Esto ayuda a reducir el riesgo de grietas y deformaciones durante el proceso de soldadura.
Para precalentar el metal:
- Utilice un soplete de propano o un horno para calentar la superficie a una temperatura de entre 300 y 400 grados Fahrenheit (aproximadamente 150-200 °C).
- Asegúrese de calentar uniformemente toda el área que se va a soldar.
Métodos de soldadura de aluminio
El aluminio se puede soldar mediante diferentes procesos, siendo los más populares la soldadura TIG y la soldadura MIG. También puede romperse la capa de óxido en el proceso de soldadura mediante soldadura con corriente alterna, donde hay un cambio entre medias ondas positivas y negativas. La capa de óxido se rompe con la media onda positiva, y la profundidad de soldadura (penetración) se logra con la media onda negativa, enfriando el electrodo. Esto resulta en una combinación ideal de las dos medias ondas en la soldadura de AC (corriente alterna).
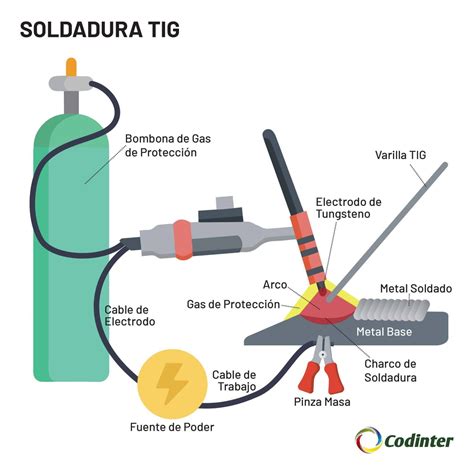
Soldadura TIG (Gas Inerte de Tungsteno)
La soldadura TIG es un método popular para soldar aluminio fundido debido a su precisión y capacidad para producir soldaduras de alta calidad. Permite un control preciso de la entrada de calor, lo cual es importante para evitar la deformación del material.
- Preparación: Limpie bien la superficie del aluminio para eliminar la suciedad, el aceite u otros contaminantes.
- Varilla de relleno: Utilice una varilla de relleno que coincida con la composición del aluminio para asegurar una unión fuerte.
- Electrodo de tungsteno: Para soldar aluminio en corriente alterna con el proceso TIG, es importante seleccionar correctamente el electrodo de tungsteno. Se recomienda usar el electrodo verde no dopado de impurezas hecho de tungsteno puro, especialmente para soldar aleaciones de aluminio, lo que garantiza una buena estabilidad del arco.
- Casquete esférico: Al soldar con corriente alterna, se forma una bola en la parte delantera del electrodo, conocida como casquete esférico. Con esta, puede empujar la capa de óxido fundido hacia adelante como terrones para evitar que entren en el cordón de soldadura.
Es importante tener en cuenta que los componentes de tungsteno del electrodo pueden emitir, lo que a su vez puede contaminar el material base y acumular pequeñas cantidades de residuos en la soldadura. Esto se manifiesta como pequeños puntos blancos, indicando un error de enlace.
Soldadura MIG (Gas Inerte Metálico)
La soldadura MIG es otro método popular para soldar aluminio fundido. Es más rápida y eficiente que la soldadura TIG, lo que la convierte en una buena opción para proyectos grandes o trabajos de producción. Las antorchas MIG son especialmente adecuadas para soldaduras en ángulo con el fin de introducir correctamente el relleno de soldadura.
- Preparación: Limpie bien la superficie del aluminio para eliminar la suciedad, el aceite u otros contaminantes.
- Configuración del soldador: Ajuste la configuración del soldador MIG para que coincida con el grosor del aluminio y el diámetro del alambre.
- Alambre de relleno: Utilice un alambre de relleno que coincida con la composición del aluminio para asegurar una unión fuerte.
- Liner y punta de contacto: Para la soldadura de aluminio, es ventajoso utilizar un liner especial de carbono PTFE, que permite una mejor lubricidad y evita que las partículas de acero entren al baño de soldadura. La punta de contacto debe tener un diámetro mayor que para otros materiales, ya que el aluminio se expande más debido a su alta conductividad térmica.
- Antorcha: Si va a soldar aluminio con una antorcha de soldadura MIG, es ventajoso utilizar un cuello curvo de antorcha con una curvatura de al menos 22 grados.
Es importante tener en cuenta que en la soldadura de aluminio, el retroceso de la llama está constantemente presente debido a los óxidos en la superficie, que actúan como un aislante que interrumpe el flujo de corriente desde el alambre hasta la pieza de trabajo. Si el alambre se alimenta continuamente a través del cabezal de la antorcha, destruirá las piezas desgastadas.

CÓMO SOLDAR ALUMINIO CON MIG
Selección de material de relleno
Elegir el material de relleno adecuado es fundamental para lograr una soldadura fuerte y duradera. Para aluminio fundido, se recomienda utilizar un material de relleno con un punto de fusión más bajo que el material base. El material adicional se selecciona dependiendo del material base y de las propiedades deseadas de la junta.
Consideraciones y desafíos al soldar aluminio
Soldar aluminio fundido puede resultar complicado debido a varios factores.
Porosidad y agrietamiento
La porosidad es causada por la presencia de burbujas de gas en la soldadura, que pueden debilitar la unión y provocar que falle. Para evitar la porosidad, se debe limpiar la superficie del aluminio, utilizando un cepillo de alambre o una amoladora para eliminar la suciedad u oxidación.
El agrietamiento es otro desafío, a menudo debido al alto aporte de calor necesario para la soldadura, lo que puede provocar que el aluminio se deforme y deforme. Para reducir la tensión en la junta y evitar grietas, se puede utilizar un material de relleno que sea compatible con el aluminio a soldar.
Gases de protección
Los gases inertes, argón o mezclas de argón, se utilizan como gases protectores para soldar aluminio. El argón puro se utiliza hasta un espesor de lámina de aproximadamente 12,5 mm. En el caso de material más grueso, el argón se mezcla con helio para conseguir un mayor acoplamiento de temperatura en el proceso de soldadura. La proporción de helio en el gas protector varía del 25 % al 75 % según la recomendación.
| Espesor del material | Tipo de gas de protección | Proporción de helio (si aplica) |
|---|---|---|
| Hasta 12.5 mm | Argón puro | N/A |
| Más de 12.5 mm | Mezcla de Argón y Helio | 25% - 75% |
Es importante tener en cuenta el punto de rocío de su gas de protección. El argón 4.6, con una pureza del 99,996% y un punto de rocío de -62 °C, se utiliza principalmente para soldadura. Sin embargo, la humedad puede encontrar un camino a través de la línea de gas, aumentando el punto de rocío y afectando la calidad de la soldadura. Revise las tuberías de gas regularmente para ver si hay condensación.
Enfriamiento y post-soldadura
Después de soldar aluminio fundido, es fundamental permitir que el material se enfríe y solidifique adecuadamente para garantizar que las soldaduras sean fuertes y duraderas. Una forma de asegurar un enfriamiento adecuado es mediante un tratamiento térmico posterior a la soldadura, que implica calentar el área soldada a una temperatura específica y mantenerla allí durante un período de tiempo determinado.
Algunas aleaciones de aluminio tienen que pasar por un proceso de endurecimiento cuyo grado puede verse afectado por la temperatura introducida y la temperatura durante el proceso de maduración. Las aleaciones endurecibles incluyen AlZnMgCu, AlZnMg, AlMgSi y AlCuMg, mientras que AlMn, AlMgMn, AlMg, AlSi y AlSiCu pertenecen a las aleaciones de aluminio no endurecibles. La mayor solidez se logra con el curado en frío, que normalmente tiene lugar a temperatura ambiente, y cualquier difusión es suprimida por un enfriamiento repentino.
Una vez que el aluminio fundido se haya enfriado y solidificado, es hora de terminar y mecanizar el área soldada. Es importante tener en cuenta que soldar aluminio fundido puede resultar complicado debido a su bajo punto de fusión y su alta conductividad térmica. Por lo tanto, se recomienda utilizar equipos y técnicas especializadas para lograr una soldadura de alta calidad.