Las latas de estaño se han convertido en una parte indispensable de la industria del envasado global, ampliamente utilizadas en varios sectores, como alimentos y bebidas, químicos, productos de cuidado personal y aerosoles. La lata es uno de los envases más tradicionales, emblemáticos y de mayor rendimiento en el mundo de la alimentación y las bebidas, gracias a su formato versátil y a sus excelentes prestaciones en cuanto a conservación y sostenibilidad se refiere.
Los expertos afirman que la fabricación de las latas de aluminio está destinada a alcanzar los 24,6 billones de dólares en 2025. Debido a la fuerte expansión del mercado de los envases de hierro o aluminio y a las numerosas ventajas que estos materiales ofrecen, en la actualidad cada vez más empresas del sector alimentario y de alimentos para mascotas disponen de su propia línea de fabricación interna de latas de aluminio y hierro.
El porcentaje de reciclaje en el mundo de los envases de aluminio para el sector de la alimentación y las bebidas ha alcanzado el 79 % en Europa. Se trata de un material que se puede reutilizar completa e indefinidamente sin que ello afecte a sus prestaciones. Pero la sostenibilidad medioambiental del aluminio no es la única ventaja relevante de este material.
Las latas consumidas en la Península Ibérica, Baleares y Canarias son fabricadas en España. Este artículo lo guiará a través de todo el proceso de fabricación de latas, desde las etapas iniciales de preparación de material hasta los pasos finales de producción.

Ventajas de las latas de aluminio y hierro
Las empresas eligen instalar una línea de producción de latas de aluminio y hierro por sus extraordinarias propiedades:
- Conservación: Estos materiales ofrecen una gran estabilidad en contacto con bebidas y alimentos, no alteran su sabor y los conservan de forma óptima, además de protegerlos de la acción de la luz, que podría disminuir su calidad. De esta forma, las propiedades organolépticas de los productos no se alteran y el contenido de las latas queda aislado del oxígeno y de la acción de los agentes atmosféricos. Además, el aluminio y el hierro permiten mantener estable la temperatura durante más tiempo respecto a otros materiales.
- Seguridad e higiene: Las latas destinadas al mercado de la alimentación y las bebidas son de aluminio o hierro con un revestimiento interior de estaño, que ayuda a preservar la calidad de los productos e impide el contacto de los alimentos con el aluminio o el hierro. Los sistemas especiales de ventilación impiden que se acumule en las tapas polvo u otros agentes presentes en los establecimientos. Por estos motivos, la fabricación de latas para bebidas y alimentos es sumamente segura y fiable.
- Versatilidad: La fabricación de latas de aluminio o hierro permite realizar envases altamente personalizables, tanto en función de las características del producto como de las necesidades de comunicación de la gráfica, elemento imprescindible en el mercado actual.
- Crecimiento: La difusión del aluminio y el hierro para el mundo del embalaje es una tendencia en continuo crecimiento, y las empresas siguen diseñando y desarrollando sistemas de vanguardia para el paletizado, el despaletizado, la carga y la descarga de latas y tapas, para un futuro cada vez más innovador y sostenible.
Tipos de latas y su fabricación
La fabricación de latas para bebidas y alimentos domina el crecimiento del mercado, con una previsión de 260,6 billones de latas presurizadas para 2025.
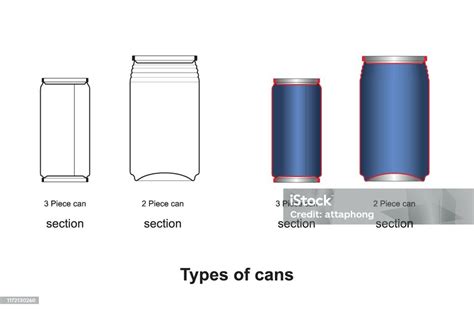
Latas de 3 piezas para conservación de alimentos
La tendencia siempre creciente en el sector de la fabricación de latas para la conservación de alimentos es producir latas formadas por 3 piezas, esto es, un fondo, un cuerpo y una tapa, generalmente de hierro, un material apreciado por su rigidez y resistencia. La presión interna, inferior a la atmosférica, permite la larga conservación de salsas, dulces, café, legumbres y muchas otras categorías de alimentos, incluidos los alimentos para mascotas y para bebés.
En el caso de las conservas alimentarias, las láminas de hojalata tienen distintos espesores que varían entre los 0,09 mm y 0,49 mm. En muchos casos se revisten de un barniz protector por las dos caras, quedando la exterior lista para imprimir en ella lo que se desee. La lámina se recorta después en rectángulos y círculos, dependiendo del tipo de envase. Se da forma al cuerpo y se aplica soldadura eléctrica para que quede consistente. La operación de sertido sirve para encajar el fondo. El llenado y cierre de los envases se produce hoy a velocidades de vértigo. En casos como el de las legumbres, a menudo no pasan ni tres horas desde que se recogen en la huerta hasta que el envase queda herméticamente cerrado. Después, las latas se someten a una elevada temperatura, que puede llegar a los 130ºC, para destruir cualquier contaminación, y esta temperatura varía en función del contenido.

Latas de 2 piezas para bebidas
En cambio, la fabricación de latas de aluminio presurizado para bebidas se suele realizar en un formato de 2 piezas, formado por la tapa y por el cuerpo unido al fondo, y se destina a la industria de bebidas. El uso de este formato permite la larga conservación de bebidas gaseosas, zumos de frutas y cerveza, mientras que el llenado a presión facilita el transporte y permite reducir los costes.
Mucho más reciente en el tiempo que la de conserva, la lata de bebida es hoy un elemento más de nuestra vida. Es muy práctica, no se rompe, puede llevarse a cualquier parte y, además, tiene cada vez presentaciones más atractivas. A diferencia de lo que hemos visto en las conservas, la lata de bebidas nace de una chapa redonda de acero, en un proceso que permite fabricar 2.500 chapitas cada minuto. Después se estira por medio de varios anillos y ya tenemos el cuerpo, del que hay que eliminar las rebabas de la parte superior. Para una lata de 33 cl, la más habitual, la altura exacta es de 11,52 cm. Varios sistemas luminosos y de rayos ultravioletas comprueban la calidad de los envases. Por último, y una vez lavadas y secadas, se llenan las latas -¡4.000 por minuto!- y se coloca la tapa.
Latas de acero para usos diversos
También están en nuestros hogares. Son las latas de acero para usos y contenidos muy diversos: pinturas, barnices, cosméticos, dulces, aceite de oliva, un poco de todo. El acero se porta tan bien que puede hacerse cargo de innumerables elementos. El proceso de fabricación se parece bastante al de las latas de conserva aunque se emplean láminas de hojalata más gruesas y, para ciertos productos, se suele disponer un cordón de elastómero en el perímetro de la tapa para garantizar la estanqueidad del envase.
Cierres de hojalata
Aunque no son un envase en sí mismos, no podemos olvidar los cierres de hojalata. Este invento, uno de los más imaginativos por su originalidad y eficacia, está a punto de cumplir cien años y sin embargo sigue siendo una pieza insustituible para cerrar botellas de vidrio que contienen cerveza, zumos o aguas minerales.
Materiales para la fabricación de latas
Las materias primas primarias para el proceso de producción de lata se seleccionan con durabilidad, seguridad y practicidad en mente. Hojalata es el material más utilizado en el proceso de fabricación de contenedores de estaño. El acero forma la base estructural de la mayoría de las latas. Se elige por su fuerza, resistencia a la deformación y capacidad de mantener su forma bajo presión. El recubrimiento de estaño sirve como una barrera protectora, evitar que el acero se corroe.
Gracias a que el estaño funciona como capa protectora, las latas de hojalata no presentan problemas de oxidación. La hojalata es un material que, aunque su invención viene de antiguo, realmente alcanzó su máximo desarrollo a lo largo del siglo pasado. La hojalata normalmente es por peso, 99% o más acero, y es por tanto esencialmente un producto de acero.
Como alternativa a Tinplate, algunos fabricantes usan acero sin lata, que depende de otros recubrimientos (como recubrimientos de cromo o polímeros) para resistencia a la corrosión. Mientras que el tinplate es estándar para muchas latas, cómo se realizan las latas de aerosol a menudo implica aluminio.
El aluminio para la fabricación de latas de conserva también destaca por ser un material muy ecológico y además seguro. El aluminio es el más usado, gracias a la principal cualidad de este material, es decir, la ligereza, la mayor cantidad de latas de bebidas del mundo puede hacerse en aluminio. Las latas de aluminio se abren con mayor facilidad en comparación con las latas elaboradas en hojalata.
Más allá de la hojalata y el acero, se utilizan otros materiales como la laca o los recubrimientos de polímeros para garantizar que las latas puedan mantener de forma segura sus contenidos sin causar reacciones químicas o degradación con el tiempo. Se utilizan compuestos de sellado especializados para crear sellos herméticos para latas de estaño.
Proceso de fabricación del acero
El proceso de fabricación realmente empieza en el horno alto y en la fundición de estaño, pero en la práctica se considera que empieza desde la fabricación del acero. De hecho, es en este instante cuando se decide la composición y tipo de lingote de acero que se hará, definiendo su futura utilización como producto laminado.
A.- A partir de mineral de hierro (proceso de fundición)
El mineral de hierro es una roca compuesta de óxidos de hierro y de otros varios minerales (ganga). Inicialmente los minerales y desechos metálicos empleados en la elaboración están llenos de impurezas. En el proceso industrial desarrollado en el alto horno se persigue obtener un producto lo más rico posible en hierro, pero en él siempre aparecerán otros componentes.
Entre las materias parásitas, muchas tienen una temperatura de combustión y de evaporación inferior a la del hierro, y desaparecerán calentando el mineral, o de densidad inferior al hierro, y estas flotarán en el metal en fusión. El carbono en su combustión es un gran devorador de oxígeno, el cual lo tomará del aire, pero también del óxido para formar los compuestos CO y CO2 (monóxido y bióxido de carbono). En esta operación, la parte excedentaria de carbono dejará trazas de este último combinadas con el hierro (del 3 al 6 %). Para liberarse del carbono se podrá hacer una operación complementaria añadiendo oxígeno para volver a formar CO y CO2, gases carbónicos.
Haciendo pues un resumen, podíamos decir que en un alto horno, después de una etapa de preparación del mineral en el taller de aglomeración, se realiza la extracción del hierro en el alto horno, con la ayuda de un combustible: el carbono (coke). No se obtiene todavía hierro puro, sino fundición de hierro, mezcla líquida de hierro (96 %) más carbono (3%) proveniente del resto de coke que no se ha quemado, más algunos residuos (fósforo, azufre…) provenientes de la ganga.
B.- A partir de chatarra (procedimiento eléctrico)
Los componentes con los que se alimenta el horno pueden ser desde materiales en estado bruto (por ejemplo, piezas de maquinaria) debidamente seleccionados, hasta la chatarra preparada, seleccionada, triturada, calibrada, con un contenido mínimo de hierro del 92 %. El arrabio (pig iron) o hierro proveniente del horno alto, o el procedente de chatarra fundida en horno eléctrico, es una aleación de hierro-carbono, frágil y con alto contenido de este último elemento. Puede haber también alto contenido de azufre y fósforo.
Fundiendo 1 Millón de Toneladas de Chatarra: La Fábrica de Vigas H Más Grande del Mundo
Fabricación del acero
La fabricación del acero es el proceso de refinamiento, para reducir y controlar los porcentajes de otros elementos distintos al hierro, con objeto de producir lingotes de la pureza, características y maleabilidad requeridas. En la actualidad se emplean cuatro procedimientos básicos para la obtención de acero, que son: proceso Siemens-Martin o de crisol abierto, proceso Bessemer o Thomas, proceso de inyección de oxígeno superior (top-blown oxygen process) y horno eléctrico. Este último es poco utilizado para la fabricación de hojalata.
- Proceso de “crisol abierto”: El crisol suele ser cargado con hierro fundido procedente del horno alto, chatarra y arrabio frío. Las impurezas son oxidadas provocando la formación de una escoria oxidante, y el combustible empleado puede ser líquido o gaseoso. La capacidad de un horno de este tipo puede ser hasta 400 toneladas y mediante el uso de oxígeno a granel, de economía relativa, puede tener alto rendimiento, llegando a las 50 toneladas/hora.
- Proceso Bessemer o Thomas: En este sistema, las impurezas son reducidas por inyección directa de aire u oxígeno, a través del metal fundido, por medio de toberas colocadas en el fondo del convertidor. Para quemar el carbono de la fundición, se insufla aire o una mezcla de aire y oxígeno a través del metal en fusión vertido en el convertidor, que es una gran retorta de acero de una capacidad de 25 a 50 toneladas. Las paredes refractarias del convertidor son de dolomita básica, inatacable a la cal que se debe introducir para eliminar el fósforo de la fundición. La productividad y calidad puede mejorarse, controlando la composición del gas oxidante inyectado, aire, aire enriquecido con oxígeno, oxígeno, mezcla de oxígeno y bióxido de carbono, etc. Durante el proceso se distinguen varias fases o periodos. En el primer periodo se producen bastantes chispas, ocasionadas por la combustión del silicio que dura de 2 a 3 minutos. En el segundo se generan llamas por la combustión del carbono, con una persistencia de 10 a 12 minutos. Existe el sistema llamado Duplex, que aplicado a la fabricación de acero para hojalata, significa la combinación del proceso ácido Bessemer con el de crisol abierto básico.
- Proceso de inyección de oxígeno superior: El proceso Bessemer es ampliamente usado principalmente por su bajo coste de instalación y flexibilidad de operación, pero tiene grandes limitaciones en cuanto a calidad final, ya que requiere una materia prima con alto contenido de fósforo y restricciones en el uso de chatarra. Estas dificultades afectaron fuertemente a algunos fabricantes, lo que condujo al desarrollo de los procesos de inyección de oxígeno superior, que permiten obtener aceros de calidad buena y constante, con bajo contenido de nitrógeno y alto o bajo de fósforo, según necesidades. El proceso LD fue el primero basado en la disponibilidad de oxígeno en grandes cantidades. Consiste en sustituir la inyección de aire por el fondo de un convertidor Bessemer, por la inyección de un chorro de oxígeno a alta presión, por la parte superior, lo que produce una fuerte agitación, y por consiguiente una oxidación muy rápida de las impurezas. Es un proceso rápido y eficiente, con inversiones iniciales no mucho mayores que con el proceso Bessemer, reduce los problemas de mantenimiento y produce un material de bajo contenido en nitrógeno, siendo una de sus limitaciones el tener que usar hierros de bajo o medio contenido de fósforo. Este sistema fue desarrollado por dos compañías localizadas en Linz y Donawitz. DDAC es un proceso exactamente igual al anterior, salvo que se inyecta cal junto con el oxígeno.
Colada del acero
Una vez obtenido el acero por alguno de los procedimientos descritos, estando aun en el convertidor y en estado líquido, hay que trasformarlo a estado sólido, realizando su colada. Industrialmente existen dos procedimientos de colada.
- Colada en lingotera: Es el procedimiento convencional.
- Colada continua: Es el procedimiento más moderno de fabricación de planchas. Tiene las ventajas principales de producir semiproductos de muy alta calidad, permite rebajar costos de producción y aumenta la productividad de la acería. De hecho, gracias a este sistema, las operaciones son menos numerosas y más simples que en la colada en lingoteras. Está desterrando el uso de lingotes para aceros destinados a laminados. En la colada continua, el contenido del convertidor es vertido por medio de una cuchara, de modo regular y sin interrupción en una lingotera sin fondo y refrigerada, de sección tal que se corresponda con la de la plancha deseada. Después, pasa a través de una serie de rodillos para su aplanado, y finalmente por medio de un soplete de oxicorte se corta las planchas a la longitud deseada.
Laminado en caliente
Cuando se ha empleado el proceso de colada en lingotera, una vez fundido el acero en lingotes, la primera operación que se efectúa es el laminado del lingote para convertirlo en plancha (slab). Esta operación se suele efectuar en trenes de laminación reversibles, de doble alto. El laminado en caliente es el paso siguiente, aunque normalmente hay una etapa intermedia, que consiste en enfriar y almacenar las planchas, hacer un proceso de selección, una preparación de la superficie (escarpado) y un calentamiento de la plancha a la temperatura conveniente para el laminado.
Eliminar esta etapa intermedia requiere una programación muy exacta, y una capacidad tecnológica muy alta, que asegure la ausencia de defectos en las planchas o slabs. La preparación de la superficie se realiza en la “descascarilladora”, en la cual se somete a la plancha a un desprendimiento de óxidos de hierro e impurezas, lo cual se consigue por medio de una débil presión de laminado, desprendiéndose los mismos por la acción de agua a alta presión. La plancha se calienta a una temperatura de 880º C.
El tren de laminación en caliente, reduce la plancha a una banda continua de unos 2 mms de espesor. Normalmente se compone de dos secciones, una de desbaste y otra de acabado. El tren de desbaste suele constar de 4 a 6 cajas que reducen el espesor inicial de la plancha entre un 25 a 50% por caja. El tren de acabado dispone de 4 a 7 cajas, reduciendo de nuevo el espesor entre el 25 a 30 % por caja, salvo la última que solo reduce un 10 %. La velocidad máxima de esta operación puede estar en los 100km/h. A la salida el material se encuentra a 850º C.
Decapado y lubricado
La bobina (coil) producida debe ser decapada y lubricada antes de proceder a su laminación en frío. Esta operación se suele efectuar en una sucesión de tanques que contienen ácido sulfúrico diluido caliente (próximo a 100º C), lavado, secado y lubricado con aceite de palma u otro lubricante adecuado para la laminación en frío. La línea de decapado va provista normalmente de una cortadora circular, que corta los bordes, asegurando así que estos son adecuados para la reducción o laminación en frío, fijando además el ancho máximo de la hojalata que se obtendrá y también el que dará los mejores resultados económicos.
Laminado en frío
La operación siguiente es el laminado en frío, que se puede hacer en trenes continuos (tándems) o reversibles. Durante esta operación se utilizan lubricantes y refrigerantes, y el espesor resultante es muy cercano al final deseado. La bobina obtenida es de un material muy duro y sujeto a fuertes tensiones, y necesita un tratamiento adecuado para darle la maquinabilidad necesaria, provocando una recristalización del acero.
Recocido
Existen dos tipos de recocido:
- Recocido continuo: La banda circula a través de un horno a una temperatura de 630º C, permaneciendo un tiempo mínimo cada punto del material 1,5 minutos en el horno.
- Mejor resistencia a la corrosión.
- Permite la utilización de una composición de acero tipo MR, menos cargada de elementos endurecedores: carbono, manganeso.
- Delicada conducción de la línea. Riesgo de ruptura de la banda en el horno. Supone una importante parada.
- Recocido en campana: Varias bobinas apiladas se cubren con una campana en atmósfera reductora a 680º C de temperatura durante un tiempo al menos de 85 horas, repartidas en 32 horas de calentamiento, 34 de enfriamiento bajo campana hasta los 170º, y 19 horas de enfriamiento acelerado al aire libre.
Templado y acabado
A continuación viene la operación de templado, tratamiento superficial o acabado (temper rolling o skin-pass). Se hace por medio de una reducción o laminación, sin lubricante y muy ligera, que no suele exceder del 2% en espesor. Para ello se emplea un tren de laminación formado por dos cajas. En resumen, esta operación da la banda la dureza deseada, un buen aplanado y una superficie de acabado del material en función de la rugosidad de los cilindros empleados en las cajas del tren de laminación.
Combinando el acabado superficial de los cilindros de las cajas de esta laminación, y el refundido final del estaño después de la operación de estañado, se consiguen diferentes acabados superficiales de la hojalata:
- Acabado brillante: Para realizar este acabado, es indispensable obtener en los cilindros un pulido a espejo.
- Acabado piedra: Los cilindros se someten a dos pasadas de rectificación con una muela de grano especial, que da al producto un aspecto como estriado.
- Acabado mate: Presenta una superficie poco reflexiva.
Cuando se trata de hojalata doble reducida, la última reducción de calibre se hace sustituyendo la operación de templado por una nueva reducción de calibre o laminación de aproximadamente 33%, con el consiguiente alargamiento del material en un porcentaje similar, usando esta vez lubricantes superficiales. Es práctica corriente preparar las bobinas previamente a la operación de estañado.
Estañado electrolítico
En el estañado electrolítico, el material preparado pasa en forma continua por las operaciones de limpiado electrolítico, decapado electrolítico, electro-deposición del estaño, refundido del estaño (flow-melting), tratamiento de pasivación y lubricación. Después de esta serie de operaciones, el producto puede ser cortado en hojas al tamaño ordenado (largo, ya que el ancho se dio al preparar las bobinas), inspeccionado, seleccionado y empacado; o puede ser embobinado para enviarse al cliente o para ser cortado, etc. en una línea de corte separada. Es normal efectuar en la misma línea, la selección del material, antes de empacar.
Composición del acero para hojalata
Debido al uso de chatarra en la fabricación de acero, puede haber otros elementos como níquel, cromo y estaño, pero intencionadamente no se añade ningún otro elemento. Las solas excepciones son fósforo y nitrógeno que pueden aportar propiedades especiales.
| Elemento | Efecto en la hojalata |
|---|---|
| Carbono | Aumenta el límite elástico, el límite de rotura a la tracción y la dureza, disminuye la elongación y la ductibilidad. |
| Silicio | Existe en la hojalata como un elemento residual, muy raramente se le añade como agente desoxidante. |
| Azufre | En este tipo de acero, los efectos del azufre son contrarrestados por el manganeso, que siempre está presente. |
| Fósforo | Es un elemento que influye altamente sobre la dureza y la resistencia a la corrosión. |
| Cobre | Aunque aumenta la resistencia, no lo hace con eficacia dentro de los límites usuales. |
| Nitrógeno | En aceros Bessemer, es un elemento constituyente normal en porcentajes superiores al 0.01% y siempre se consideró como una desventaja. Con posterioridad se ha encontrado que su adición intencionada aumenta mucho la resistencia del acero sin modificar apreciablemente la resistencia a la corrosión, aunque puede afectar el envejecimiento. |
| Níquel | En los niveles permitidos, no afecta mayormente las propiedades físicas o mecánicas de la hojalata, pero sí las químicas, especialmente la corrosión en ciertos tipos de envasados. |
| Estaño | Este elemento tiene una alta solubilidad en el hierro o acero, y se hacen necesarios porcentajes superiores al 10 % para que se forme una segunda fase. En los niveles normales no tiene efecto en la estructura metalográfica. |
Proceso de fabricación de la lata
El proceso de fabricación de lata es una operación altamente detallada y precisa, involucrando varios pasos para garantizar que el producto final sea seguro, durable y listo para usar.
- Abastecimiento de materias primas: El proceso de fabricación comienza con el abastecimiento de materias primas. Hojalata es el material más utilizado en el proceso de fabricación de contenedores de estaño. El acero forma la base estructural de la mayoría de las latas.
- Corte y conformación del cuerpo: La materia prima (típicamente de hojalata) se corta en plano, hojas circulares. Estas hojas se miden para garantizar la uniformidad y para que coincidan con el tamaño deseado de la lata. Una lámina de acero o de aluminio llega a la fábrica de latas en forma de una gran bobina. Se lubrica la lámina con una delgada película de líquido alimentando de forma continua a la prensa de copas, que troquela y saca miles de copas bajas cada minuto. Cada copa es empujada a través de una serie de anillos de carburo de tungsteno. Este es el proceso de estiramiento y planchado con el que se redibuja la copa a un diámetro más pequeño y se adelgazan las paredes, mientras se aumenta la altura. Los recortadores eliminan el borde irregular sobrante y cortan cada lata a una altura precisa especificada. El material sobrante se envía a reciclar. Los cuerpos de las latas recortadas se pasan por lavadoras de alta eficiencia y se secan. Esto elimina todos los rastros de lubricante dejándolos listos para el recubrimiento interno y externo. La hoja circular se alimenta a una máquina que la da forma a un cilindro. Esto se hace a través de un proceso de laminación, donde los bordes de la hoja están soldados. Una vez que se forma la forma cilíndrica, el cuerpo de lata está sellado.
- Formación de la base y la tapa: La parte inferior de la lata se forma a partir de una lámina de acero plana que se forma en forma cóncava utilizando un proceso de presión. La tapa también está hecha de acero o hojalata, a menudo utilizando un proceso ligeramente diferente para garantizar que se ajuste de forma segura al cuerpo.
- Recubrimientos internos y externos: El interior de la lata de estaño está recubierto con una capa protectora para evitar que el metal reaccione con el contenido, particularmente cuando se trata de alimentos o bebidas. Las latas pasan a través de un horno de aire caliente para secar la laca. También se aplica una capa de barniz en la base de cada lata por el rim-coater. Las latas pasan a través de un segundo horno, que seca la tinta y el barniz. En el interior de cada lata se proyecta una laca especial para protegerla de la corrosión y de cualquier posibilidad de interacción entre el contenido y el metal. En un horno se secan las superficies interiores lacadas. El exterior de la lata también está terminado con una capa de pintura protectora o laca, dándole una apariencia suave y pulida.
- Impresión: Después de que se forman el cuerpo y la tapa, el siguiente paso en el proceso de producción de lata es imprimir la marca, logotipos, e información del producto en la superficie de la lata.
- Conformación del borde: Las latas se pasan a través de un collarín, donde el diámetro de la pared se reduce (“necked-in”). La parte superior de las latas se rebordea hacia fuera para aceptar la tapa después de que la lata se haya llenado.
- Control de calidad: Todas las latas son testadas en cada fase de la fabricación. En la etapa final pasan a través de un probador de luz que automáticamente rechaza cualquier lata con agujeros o fracturas. En FANXUN, también tienen múltiples máquinas de inspección de calidad totalmente automáticas. Cada uno puede someterse a una serie de pruebas, incluyendo pruebas de presión (especialmente para latas de aerosol) para asegurarse de que puedan soportar la presión externa sin filtrar.
- Ensamblaje final: Los cuerpos de lata acabados se envían al almacén para ser paletizados automáticamente antes de enviarlos a la planta de llenado. Tras su llenado, se les coloca la tapa con anilla. La tapa está unida de forma segura al cuerpo de la lata. Un proceso de sellado asegura que la tapa esté bien ajustada y que ningún aire o contaminantes puedan ingresar. Las latas terminadas se envían a los distribuidores, minoristas, o almacenes. Dependiendo del tipo de lata, se puede requerir manejo especializado.
Latas de acero inoxidable para cocinar al horno
Las latas de acero inoxidable son ideales para cocinar al horno de la manera más tradicional. Permiten cocinar caracoles, canelones, bacalao, carnes, cocas, a la lata.
- La lata de 42cm x 27cm de acero inoxidable es ideal para cocinar al horno de la manera más tradicional.
- La lata de 32,5cm x 23cm de acero inoxidable es ideal para cocinar al horno de la manera más tradicional.
- La lata de 35cm x 25cm de acero inoxidable es ideal para cocinar al horno de la manera más tradicional.
- La lata de 40cm x 26cm de acero inoxidable es ideal para cocinar al horno de la manera más tradicional.
- La lata de 38cm x 33cm de acero inoxidable es ideal para cocinar al horno de la manera más tradicional.
También existen bandejas de horno versátiles:
- La bandeja de horno Venus de la casa Ibili es muy útil para cualquier cocina. Puedes utilizarla para cocinar al horno pollo, lasaña, pescados,... Incluso repostería.
- La bandeja de horno de la casa vasca Inoxibar te permitirá realizar increíbles asados, canalones, pasta, pescado,.. Al horno.
Truco de viaje: la lata-cocina casera
¿Qué es la lata-cocina? Con el culo de un par de latas puedes construir un hornillo casero con el que prepararte la comida. Además, pesa menos que un hornillo de camping y te sale más barato.
Cuando tengas la lata-cocina preparada solo tienes que echar alcohol en el interior y prenderlo con un mechero. Al ir a cocinar recuerda tener paciencia, pues el tiempo que tarda en cocinar es mayor que si lo haces en tu casa. Este secreto puede suponer un gran descenso en tu presupuesto para comer.